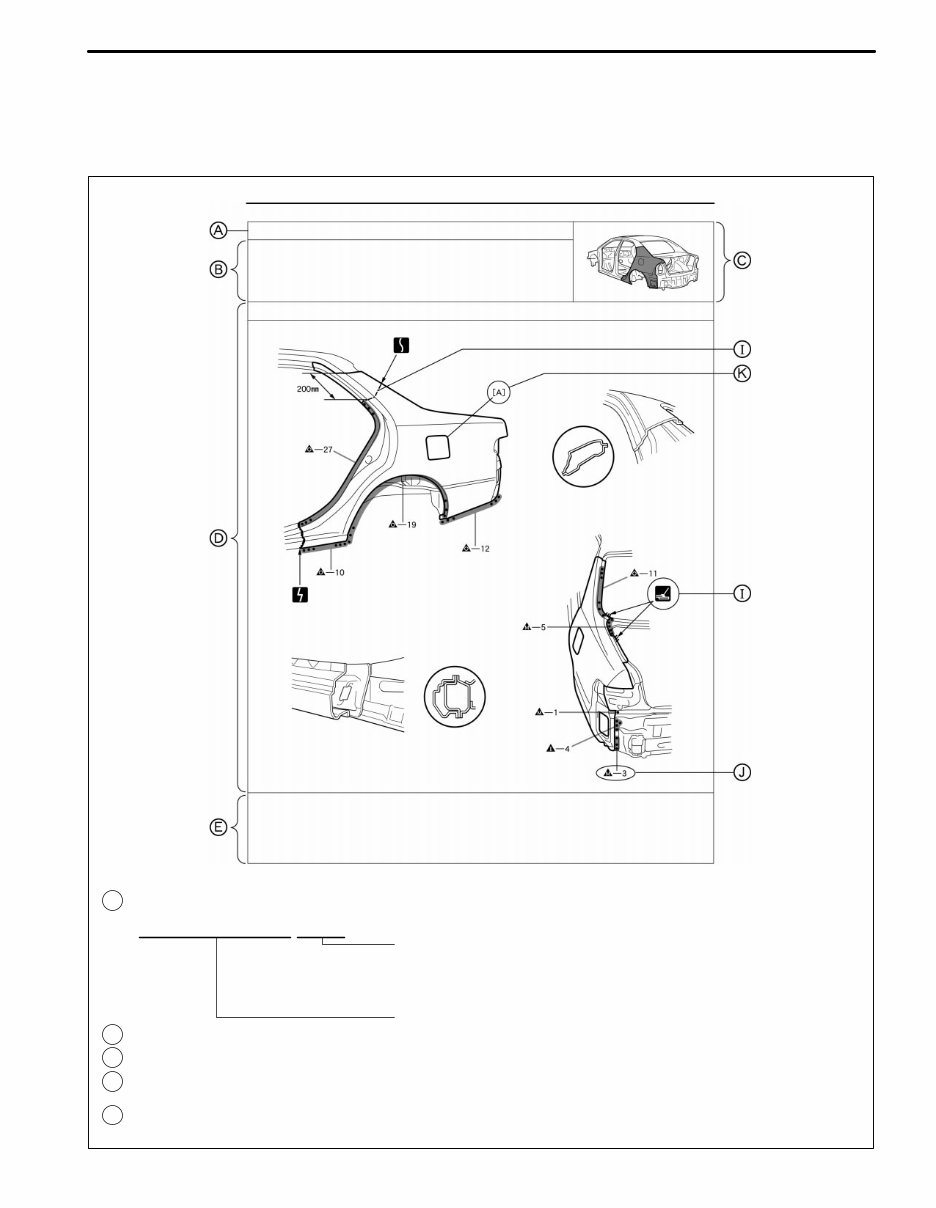
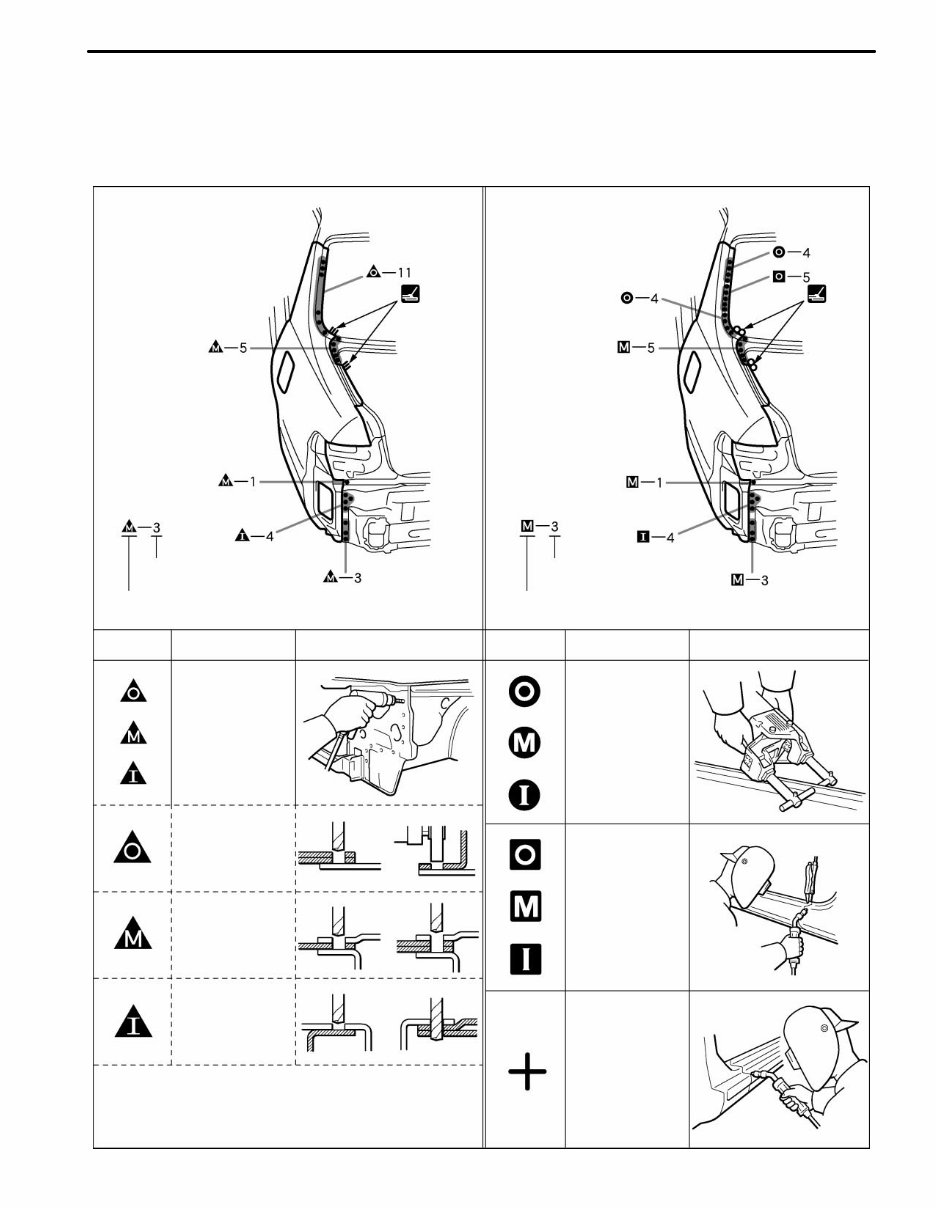
INTRODUCTION F13890A REPLACEMENT PART AND METHOD QUARTER PANEL (CUT) BODY PANEL REPLACEMENT REPLACEMENT BP-34 QUARTER PANEL (CUT) POINT 1 Remove the [A] at the same time. PART NAME [A] Fuel Filler Opening Lid A : Replacement part Replacement method (ASSY) ... Assembly replacement (CUT) ... Major cutting (less than 1 / 2 of part used) (CUT-H) ... Half cutting (about 1 /2 of part used) (CUT-P) ... Partial cutting (most of part used) REMOVAL CONDTIONS B : PART LOCATION C : REMOVAL DIAGRAM Describes in detail removal of the damaged part involving repair by cutting. D : REMOVAL GUIDE Provides additional information to more efficiently help you perform the removal. E : REMOVAL IN-5 HOW TO USE THIS MANUAL 1. BODY PANEL REPLACEMENT THIS MANUAL
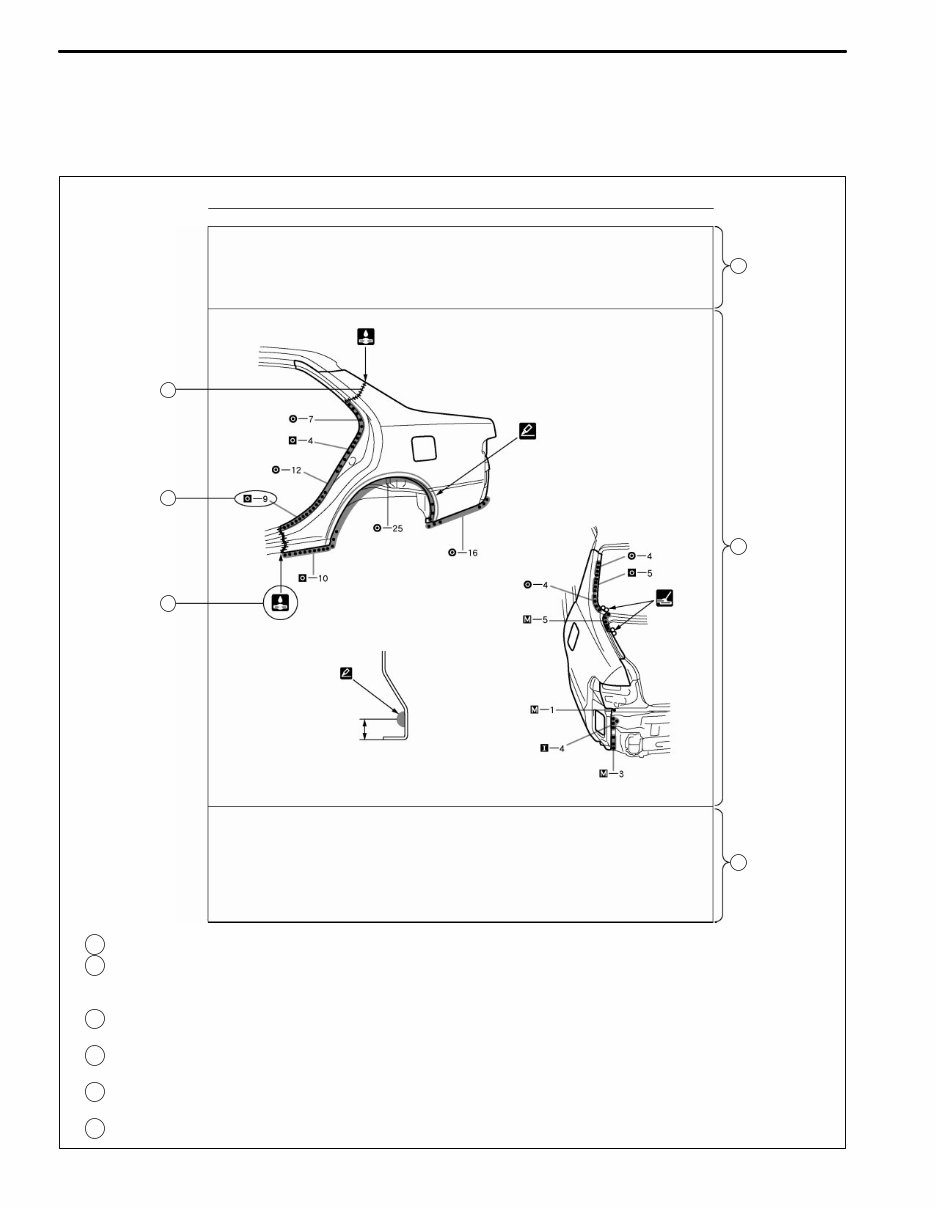
INTRODUCTION F13891A BODY PANEL REPLACEMENT BP-35 INSTALLATION D Temporaily install the new parts and measure each part of the new parts in accordance with the body dimension diagram. (See the body dimension diagram) D Inspect the fiting of the related parts around the new parts before welding. This affects the appearance of the finish. D After welding, apply the polyurethane foam to the corresponding parts. D After welding, apply body sealer and under-coating to the corresponding parts. D After applying the top coat layer, apply anti-rust agent to the inside of the necked section structural weld spots. I INSTALLATION CONDITIONS POINT 1 Before temporarily installing the new parts, apply body sealer to the wheel arch. HINT: 1) Apply body sealer about 5mm (0.20in.) front the flange, avoiding any oozing. 2) Apply sealer evenly, about 3 - 4mm (0.12 - 0.16in.) in diameter. 3) For other sealing points, refer to section PC. PART NAME [A] Fuel Filler Opening Lid [B] Waterproof Rivet INSTALLATION DIAGRAM Describes in detail installation to the new part involving repair by welding and / or cutting, but excluding painting. INSTALLATIOLN GUIDE Provides additional information to more efficiently help you perform the installation. SYMBOLS (See page IN-7) ILLUSTRATION OF WELD POINTS Weld method and panel position symbols (See page IN-9) PART NAME J I F G H 5mm F : G : H : I : J : K : IN-6
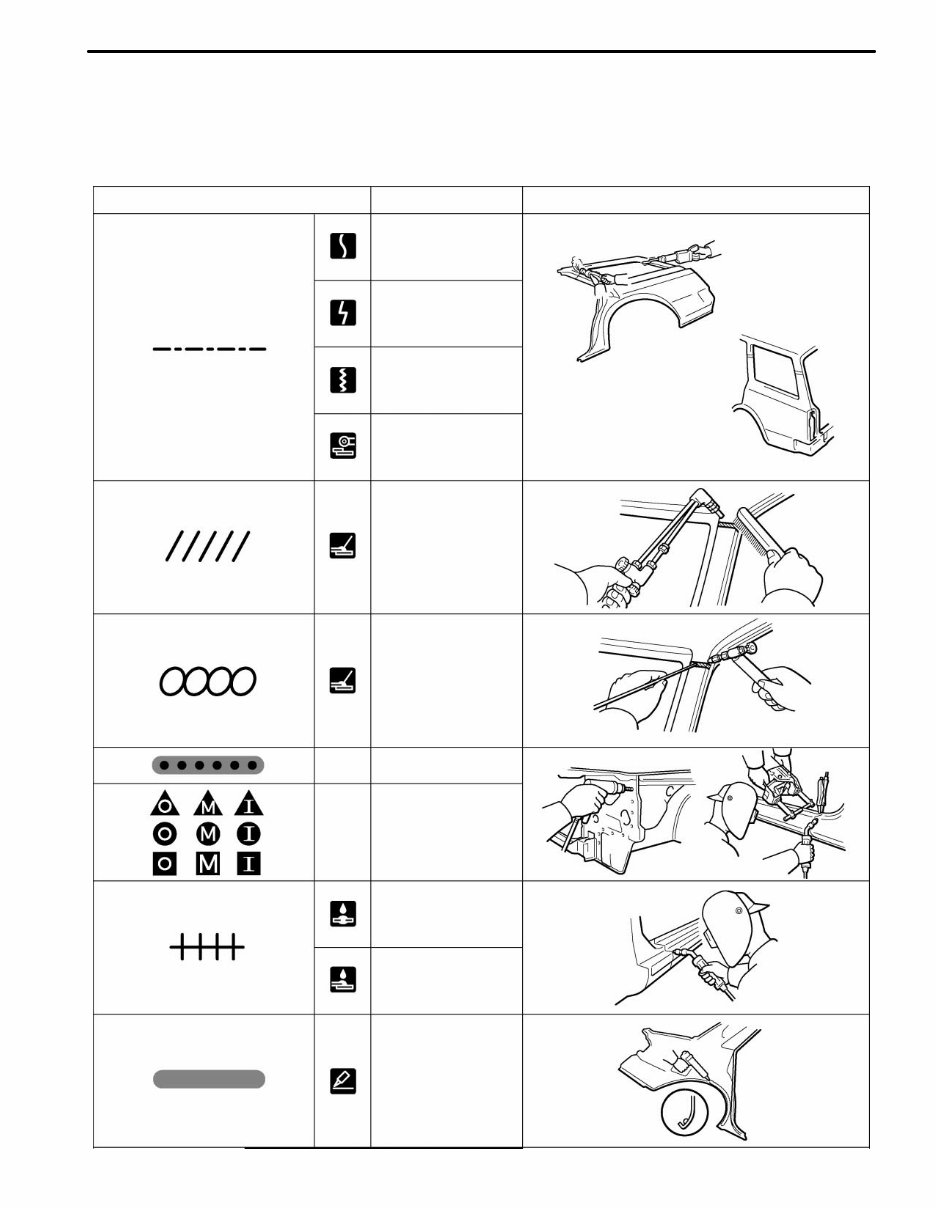
F13893A SYMBOLS MEANING ILLUSTRATION CUT AND JOIN LOCATION (SAW CUT) CUT AND JOIN LOCATION (Cut Location for Supply Parts) CUT LOCATION CUT WITH DISC SANDER, ETC. BRAZE (Removal) BRAZE (Installation) SPOT WELD OR MIG PLUG WELD (See Page IN-9) BODY SEALER WELD POINTS CONTINUOUS MIG WELD (BUTT WELD) CONTINUOUS MIG WELD (TACK WELD) — — INTRODUCTION IN-7 2. SYMBOLS The following symbols are used in the welding diagrams in section BP of this manual to indicate cutting areas and the types of weld required.
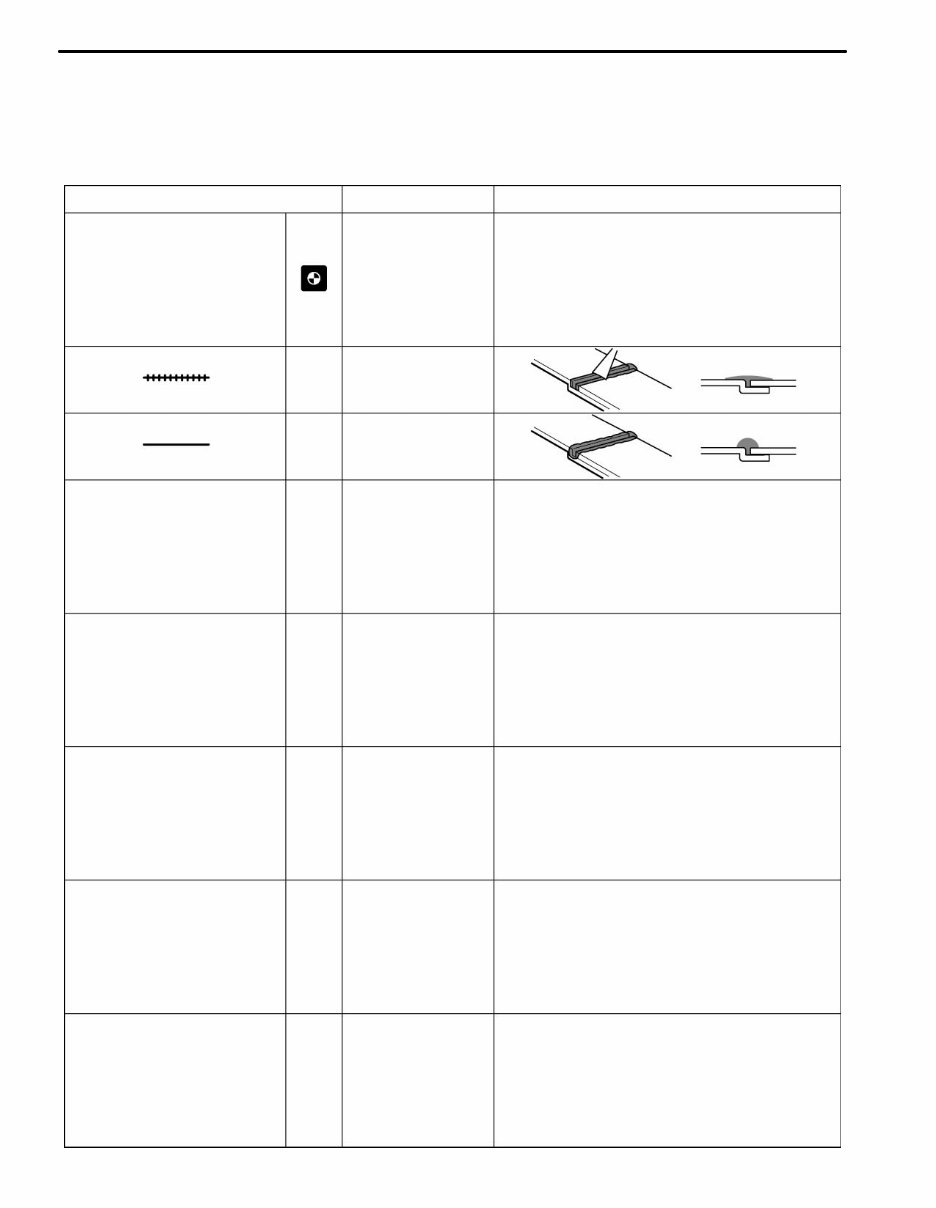
INTRODUCTION F13894A SYMBOLS MEANING ILLUSTRATION Assembly Mark BODY SEALER (Flat Finishing) BODY SEALER (No flat Finishing) — — — IN-8
F13892A REMOVAL INSTALLATION SYMBOLS Remove Weld Points (Outside) HINT: Panel position symbols are as seen from the working posture. Spot Weld MIG Plug Weld Spot MIG Weld Weld points Remove weld point and panel position Weld method and panel position Weld points MEANING ILLUSTRATION SYMBOLS MEANING ILLUSTRATION (Middle) (Inside) INTRODUCTION IN-9 3. ILLUSTRATION OF WELD POINT SYMBOLS EXAMPLE:
INTRODUCTION IN-16 PRECAUTIONS FOR REPAIRING BODY STRUCTURE PANELS 1. HEAT REPAIR FOR BODY STRUCTURE PANELS Toyota prohibits the use of the heat repair method on body structure panels when repairing a vehicle damaged in a col- lision. Panels that have high strength and rigidity, as well as a long life span for the automobile body are being sought after. At Toyota, in order to fulfill these requirement, we use high tensile strength steel sheets and rust preventive steel sheets on the body. High tensile steel sheets are made with alloy additives and a special heat treatment in order to improve the strength. To prevent the occurrence of rust for a long period of time, the surface of the steel is coated with a zinc alloy. If a body structure parts are heat repaired with an acetylene torch or other heating source, the crystalline organization of the steel sheet will change and the strength of the steel sheet will be reduced. The ability of the body to resist rust is significantly lowered as well since the rust resistant zinc coating is destroyed by heat and the steel sheet surface is oxidized. 2. STRUCTURE PANEL KINKS A sharp deformation angle on the panel that cannot be re- turned to its original shape by pulling or hammering is called a kink. Since structure parts were designed to exhibit a 100% per- formance when they were in their original shape, if they are deformed in an accident, or if the deformed parts are re- paired and reused, they become unable to exhibit the same performance as intended in the design. It is necessary to replace the part where the kink has oc- curred.
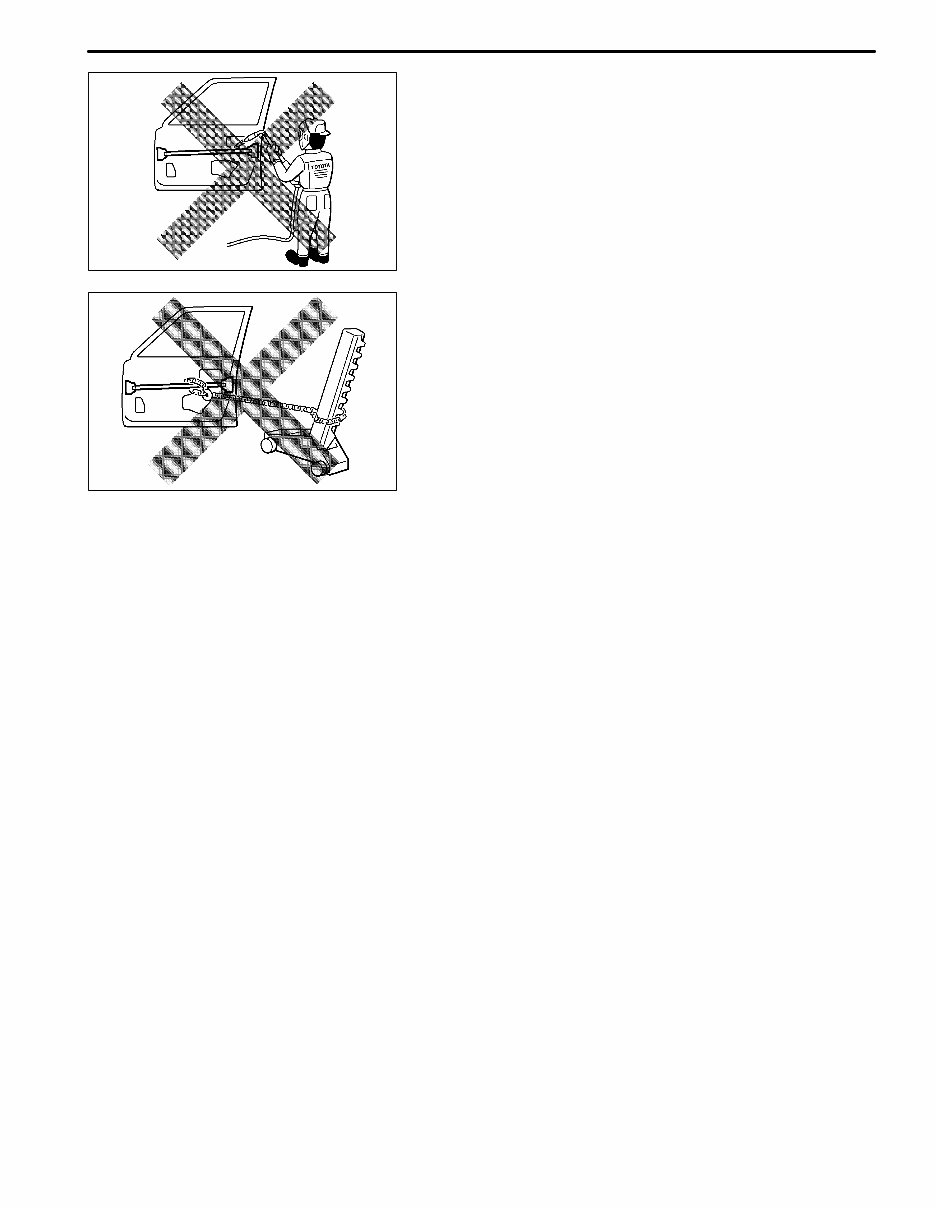
INTRODUCTION IN-17 3. IMPACT BEAM REPAIR The impact beam and bracket are necessary and important parts in maintaining a survival space for passengers in a side collision. For impact beam, we use special high tensile strength steel. The high tensile strength steel maintains its special crystal- line organization by heat treatment or alloy additives. Since these parts were designed to exhibit a 100% perfor- mance when they were in their original shape, if they are deformed in an accident, or if the deformed parts are re- paired and reused, they become unable to exhibit the same performance as intended in the design. It is necessary to replace the door assembly when impact beam or bracket is damaged.
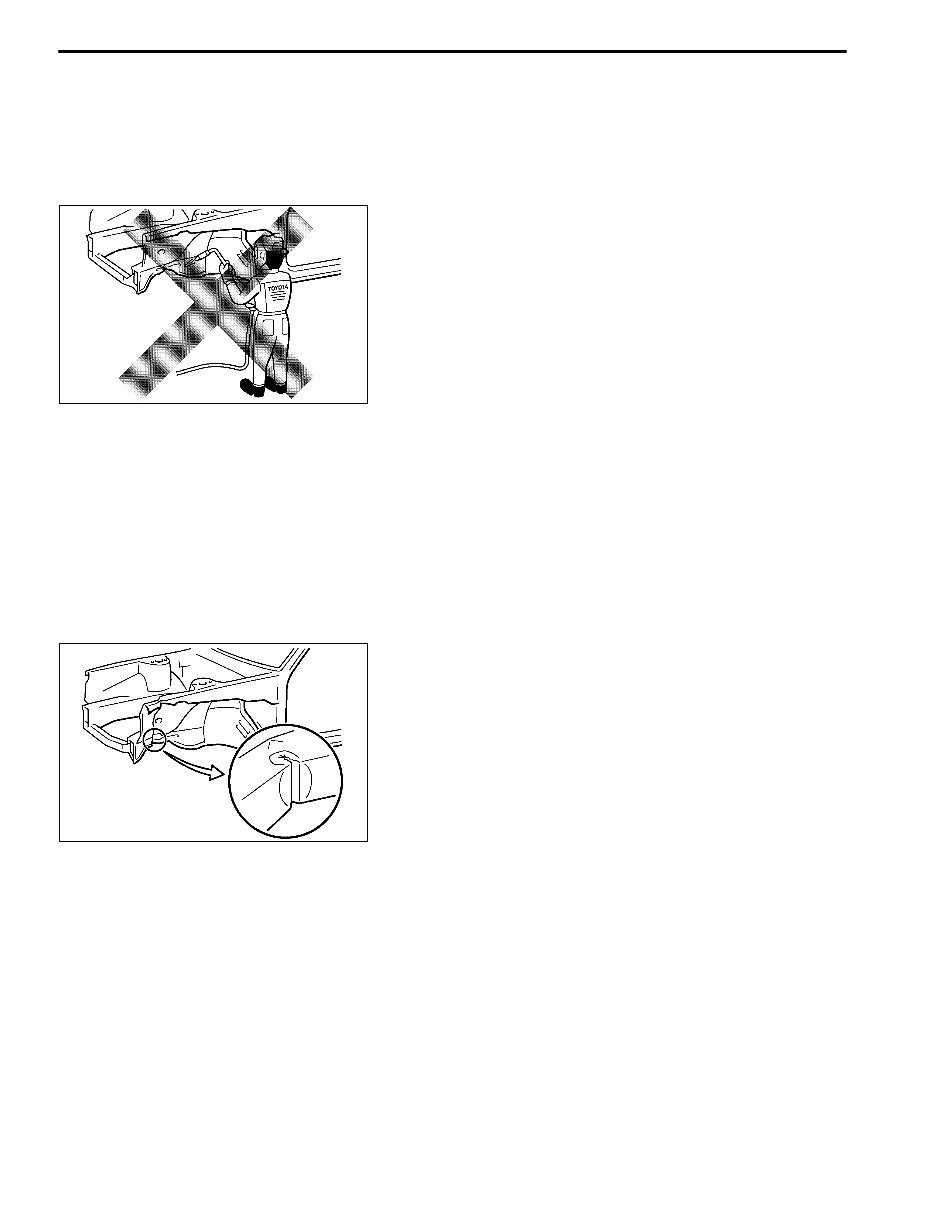
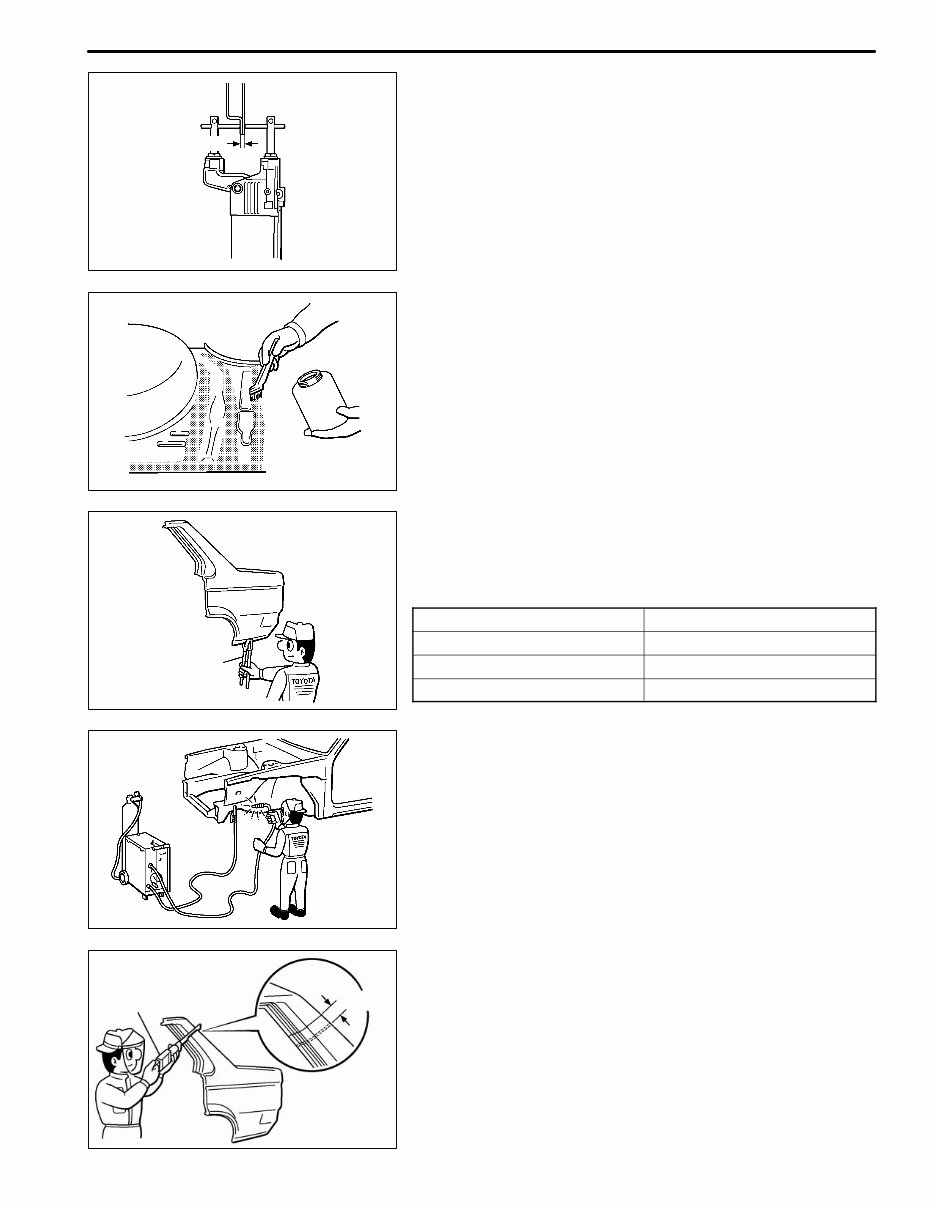
F10007 F10008A F10009A F10010 Cutting Okay Reinforcement Corners WRONG INTRODUCTION IN-10 PROPER AND EFFICIENT WORK PROCEDURES 1. REMOVAL (a) PRE-REMOVAL MEASURING (1) Before removal or cutting operations, take measure- ments in accordance with the dimension diagram. Al- ways use a puller to straighten a damaged body or frame. (b) CUTTING AREA (1) Always cut in a straight line and avoid reinforced area. (c) PRECAUTIONS FOR DRILLING OR CUTTING (1) Check behind any area to be drilled or cut to insure that there are no hoses, wires, etc., that may be dam- aged. HINT: See “Handling Precautions on Related Compo- nents” on page IN-15. (d) REMOVAL OF ADJACENT COMPONENTS (1) When removing adjacent components, apply protec- tive tape to the surrounding body and your tools to pre- vent damage. HINT: See “Handling Precautions on Related Compo- nents” on page IN-15.
F10011A F10012 F10013A F10014 F10015A Less than 3mm Puncher Air Saw Overlap 20 X 30mm INTRODUCTION IN-11 2. PREPARATION FOR INSTALLATION (a) SPOT WELD POINTS (1) When welding panels with a combined thickness of over 3mm (0.12in.), use a MIG (Metal Inert Gas) weld- er for plug welding. HINT: Spot welding will not provide sufficient durability for panels over 3mm (0.12in.) thick. (b) APPLICATION OF WELD-THROUGH PRIMER (SPOT SEALER) (1) Remove the paint from the portion of the new parts and body to be welded, and apply weld-through prim- er. (c) MAKING HOLES FOR PLUG WELDING (1) For areas where a spot welder cannot be used, use a puncher or drill to make holes for plug welding. REFERENCE: mm (in.) Thickness of welded portion Size of plug hole 1.0 (0.04) under 5 (0.20) ø over 1.0 (0.04) - 1.5 (0.06) 6.4 (0.26) ø over 1.5 (0.06) over 8 (0.31) ø over (d) SAFETY PRECAUTIONS FOR ELECTRICAL COM- PONENTS (1) When welding, there is a danger that electrical compo- nents will be damaged by the electrical current flowing through the body. (2) Before starting work, disconnect the negative terminal of the battery and ground the welder near the welding location of the body. (e) ROUGH CUTTING OF JOINTS (1) For joint areas, rough cut the new parts, leaving 20 - 30mm (0.79 - 1.18in.) overlap.
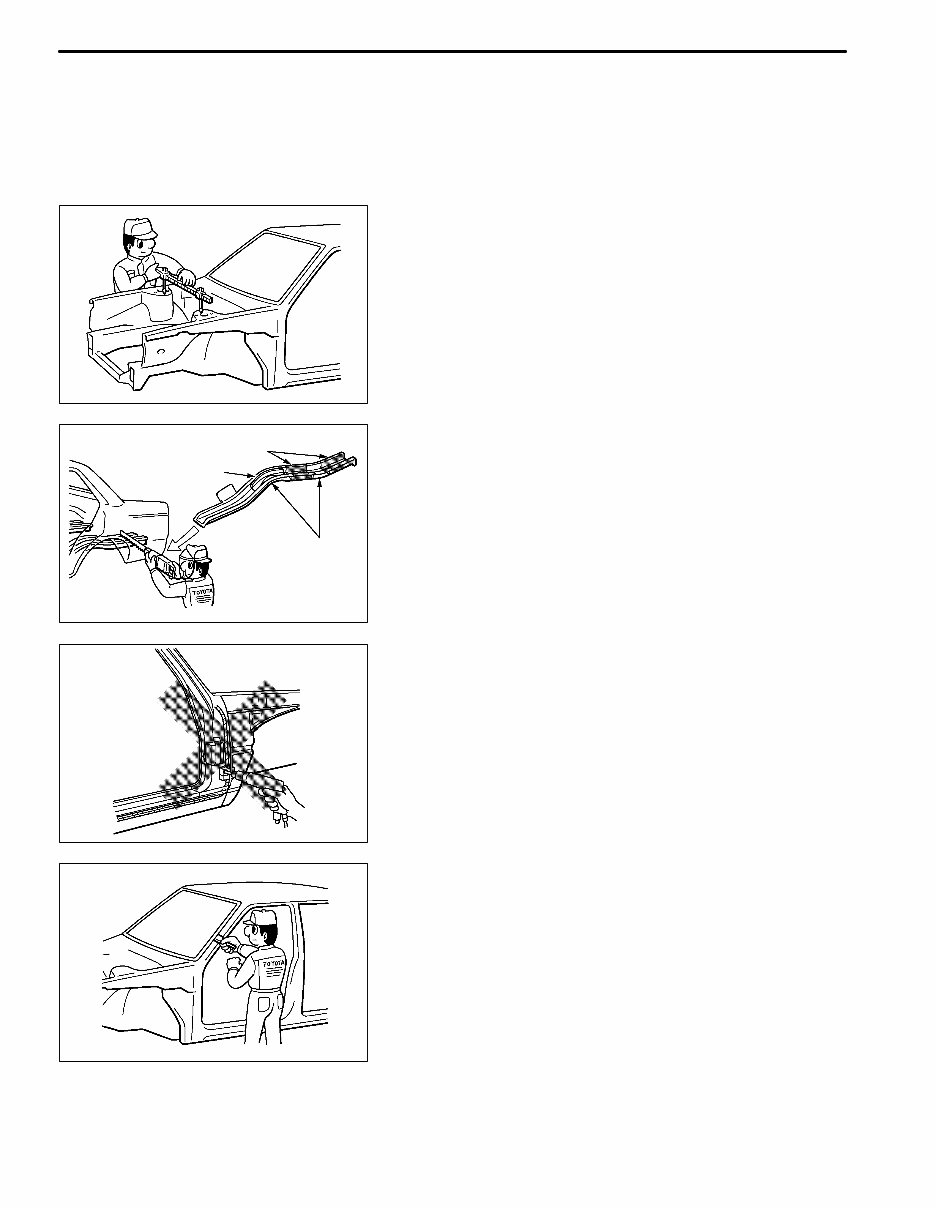
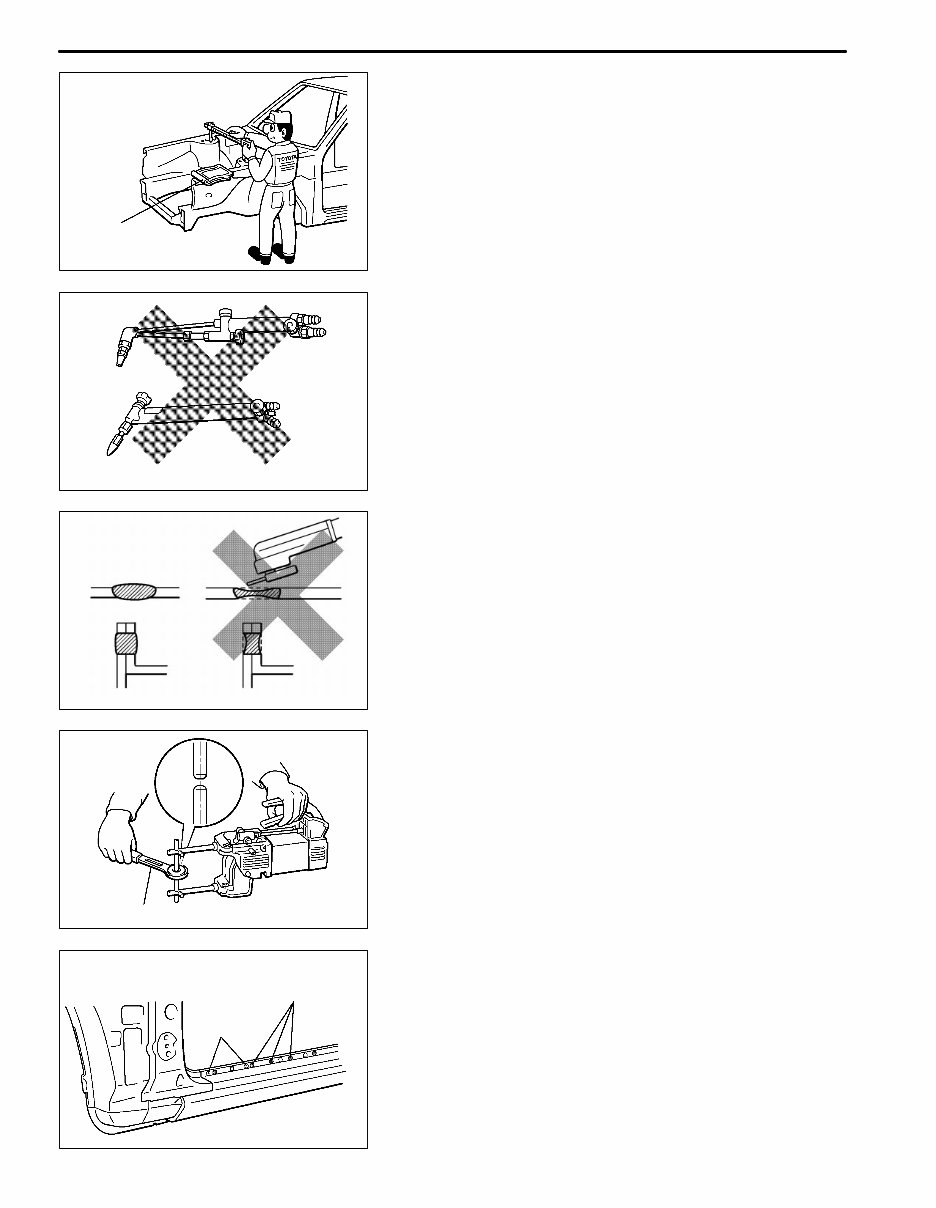
F10016A F10017A F10018A F10019A F10020A Body Measurement Diagrams WRONG CORRECT WRONG Tip Cutter Old Spot Locations New Spot Locations INTRODUCTION IN-12 3. INSTALLATION (a) PRE-WELDING MEASUREMENTS (1) Always take measurements before installing under- body or engine components to insure correct assem- bly. After installation, confirm proper fit. (b) WELDING PRECAUTIONS (1) The number of welding spots should be as follows. Spot weld: 1.3 X No. of manufacturer’s spots. Plug weld: More than No. of manufacturer’s plugs. (2) Plug welding should be done with a MIG (Metal Inert Gas) welder. Do not gas weld or braze panels at areas other than specified. (c) POST-WELDING REFINISHING (1) Always check the welded spots to insure they are se- cure. (2) When smoothing out the weld spots with a disc grind- er, be careful not to grind off too much as this would weaken the weld. (d) SPOT WELD LOCATIONS (1) Try to avoid welding over previous spots. (e) SPOT WELDING PRECAUTIONS (1) The shape of the welding tip point has an effect on the strength of the weld. (2) Always insure that the seams and welding tip are free of paint.
The 2005-2007 Scion xB Service & Repair Manual provides comprehensive technical details for maintaining and repairing this compact vehicle. This manual includes detailed instructions, wiring diagrams, and precise specifications, making it an essential tool for accurate and reliable service.
Ideal for both professional mechanics and DIY enthusiasts, this manual covers a wide range of topics, including engine diagnostics, electrical system troubleshooting, and routine maintenance tasks. It offers step-by-step guidance, ensuring thorough and efficient servicing to keep your Scion xB in optimal condition.
Available in digital format, this manual allows for easy access on various devices, providing convenience whether in the workshop or on the road. The manual ensures that all maintenance and repair procedures are performed according to factory standards, preserving the performance and longevity of your 2005-2007 Scion xB.
Printable: Yes Language: English Compatibility: Pretty much any electronic device, incl. PC & Mac computers, Android and Apple smartphones & tablet, etc. Requirements: Adobe Reader (free)